As an integrated solution provider in the combustion field, NPA focuses on industrial combustion and thermal energy system solutions. The combustion system can meet the requirements of various operating conditions customized by customers; There are advanced technological reserves in the fields of low nitrogen, low-carbon, and energy-saving combustion control technology.
Strong applicability: natural gas, coke oven gas, mixed gas;
Flue gas recirculation: reduce NOx and improve combustion efficiency;
Graded combustion: reduce the surface power of the initial stage of the radiation tube and improve the service life of the radiation tube;
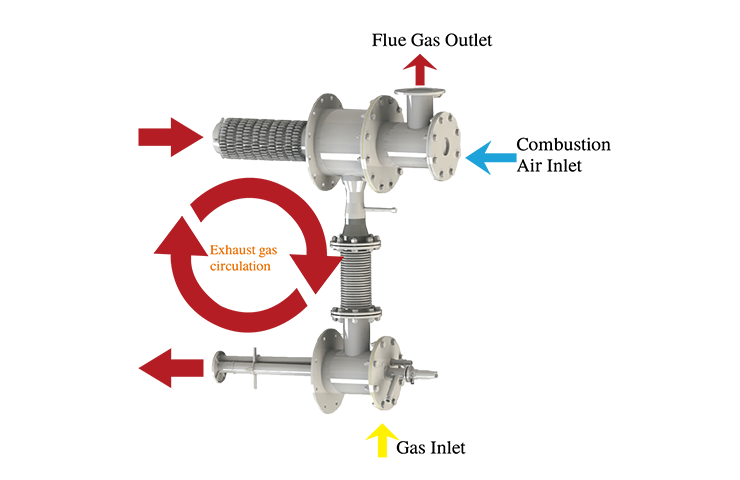
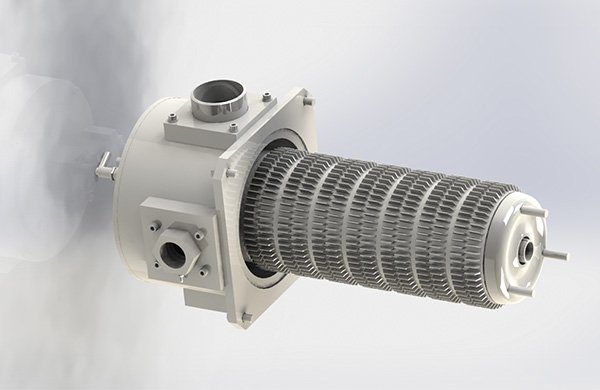
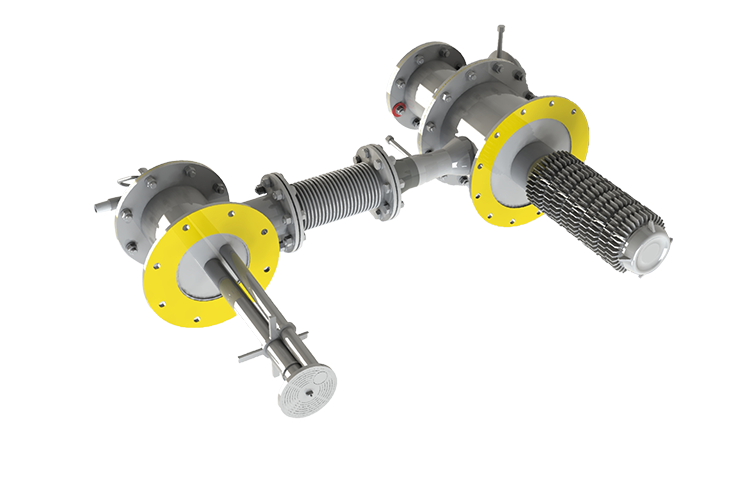
Recuperative Burner
Designed specifically for W/ U-shaped radiant tubes, it features multi-stage enhanced heat exchange technology. The technology preheats the air to over 650℃, achieving a high energy-saving rate 20-30%, significantly reducing energy consumption costs.
The NOx emissions are lower than 150mg/Nm³
This product adopts advanced heat exchange technology, effectively enhancing energy utilization and reducing production costs, thereby creating significant economic benefits for enterprises.
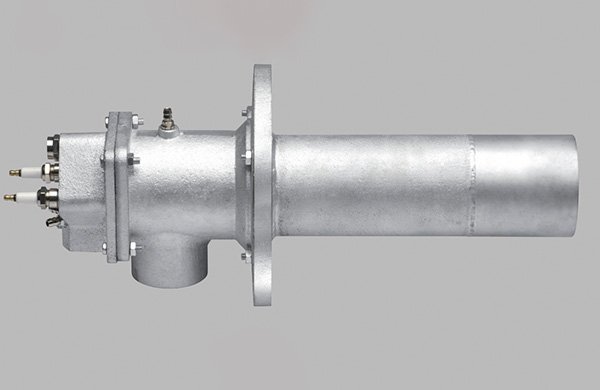
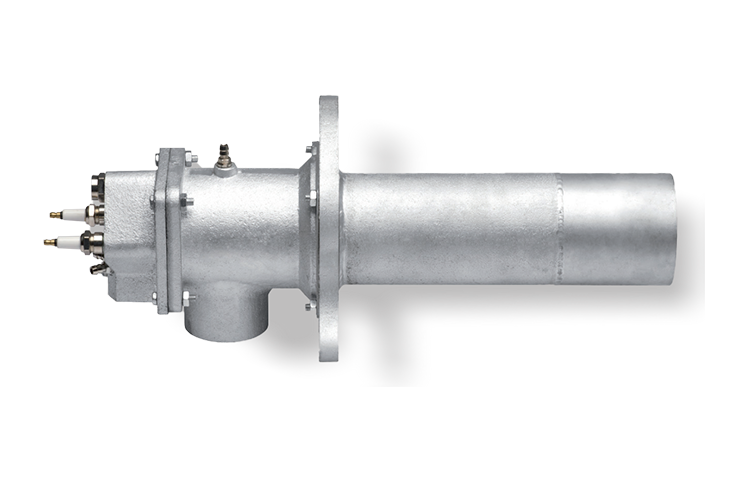
Self-preheating Burner
Integrated structure of Type I/Double P/direct combustion system, maintenance-free, adjustable ratio up to 1:15, flame speed 60-150 m/s, suitable for complex working conditions and ensuring stable production.
The unique design achieves efficient combustion and flexible adjustment, precisely controlling flame parameters according to different process requirements to ensure process stability and product quality.
This product has good adaptability and stability, can meet different process requirements, and improve production efficiency and product quality.
Open Flame Burner
Conventional open flame burners are classified into long flame, short flame and flat flame according to the shape of the flame. It can be applied to the heating requirements of the vast majority of industrial furnaces and kilns.
Power range: 15-5000kW, with a large regulation ratio. Direct electrode ignition, flame detection method: ionization rod or UV flame detection.
Regenerative Burner
For low-temperature waste heat recovery scenarios, honeycomb heat storage bodies or ceramic ball heat storage bodies are used, with power ranging from 400 to 1500kW and application temperatures as high as 1350℃. Integrate two-position nine-way directional control valves, optimize the number of devices, and ensure that each channel completes the directional control.
The waste heat of flue gas is recovered by using heat storage technology, reducing fuel consumption and achieving a thermal efficiency of over 90%.

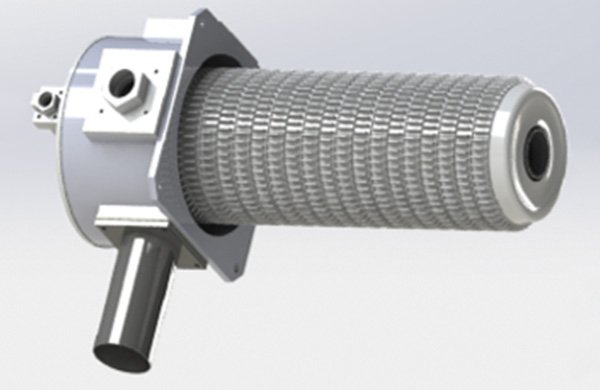
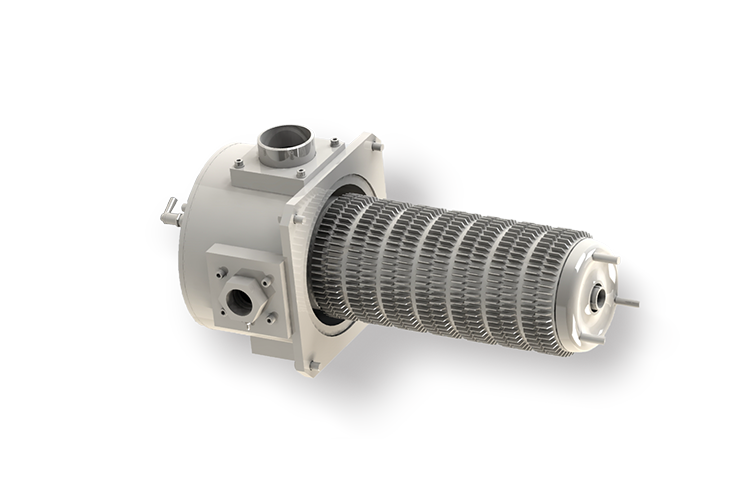
Heat Exchanger
The fins, tubes and end caps of the high-temperature heat exchanger are melted in an electric arc furnace or vacuum induction furnace. The composition of each furnace is tested, and the medium-temperature wax is precisely cast to ensure the stability of the material.
Before welding, it should pass the process qualification (composition, metallographic and mechanical property tests), and be applied after passing the qualification.
Both the surface and welds of the product must be free of defects such as pores, cracks, and undercutting. The entire process strictly adheres to quality control standards to ensure structural reliability under high-temperature working conditions.

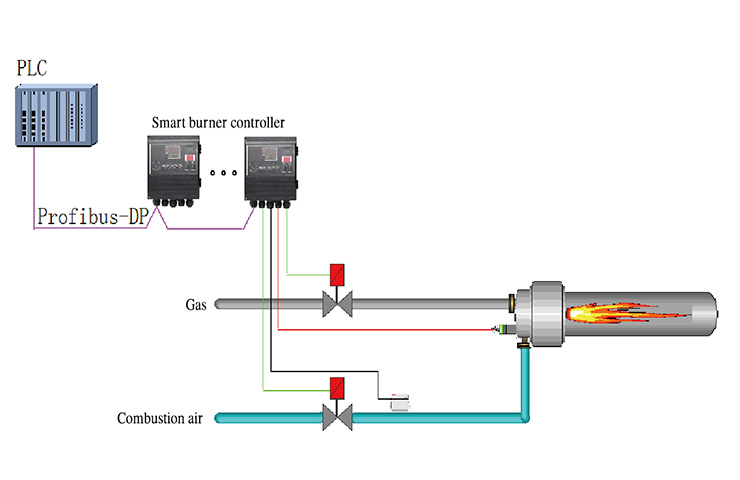
Intelligent Controller
The intelligent controller adopts PROFIBUS communication to achieve functions such as controlling the normal operation of the burner and remote interlock control.
Integrating the ignition transformer and the flame detector can achieve pulse-controlled combustion and flow-regulated combustion.
The fault extinction lock alarm mode can be realized.
It has the functions of remote ignition and reset, as well as local ignition and reset.
It is equipped with functions such as ultra-high temperature interlock mode and pressure interlock, which can extend the service life of the radiant tube.